-

涿州众联科技有限公司
主营:北京机加工,河北机械加工厂,金属零配件加工,焊管机,钣金加工,数控车床加工,注塑加工,五轴转台

涿州众联科技有限公司
主营:北京机加工,河北机械加工厂,金属零配件加工,焊管机,钣金加工,数控车床加工,注塑加工,五轴转台 6
6

注塑加工是先将塑料加入模具中,然后模具沿两垂直轴不断旋转并使之加热,模内的塑料在重力和热能的作用下,逐渐均匀地涂布、熔融粘附于模腔的整个表面上,成型为所需要的形状,给冷却定型而制得。
注塑加工的工艺基础:
1、温度、压力、速度与冷却控制的目的、操作与结果;
2、注塑机设定的调整如何影响工艺与品质;
3、优化螺杆控制设定;
4、多段充填与多段保压控制;结晶、非结晶与分子/纤维排向对工艺及品质的影响;
5、内应力、冷却速度、塑料收缩对塑件品质的影响;
6、塑料流变力学:塑料如何流动、排向与改变粘度,剪切与分子/纤维排向关系;
7、浇注系统、冷却系统、模具结构与注塑工艺之间的关系。
注塑加工:尽管由于塑料的种类和性能,塑料产品的形状和结构以及注塑机的类型,模具的结构可能会有所不同,但其基本结构是相同的。模具主要由浇注系统,温度控制系统,模制件和结构件组成。浇注系统和模制件与塑料直接接触,并随塑料和产品而变化。它们是模具中复杂和多变的零件,需要零件的精度和精度。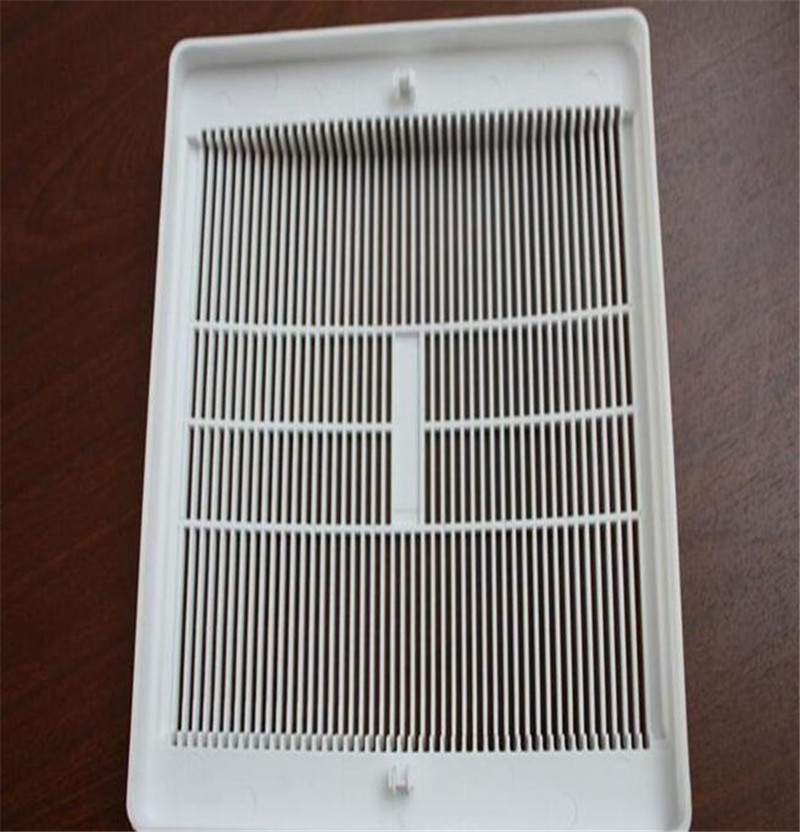
注塑成型是注塑加工流程中重要的生产环节,直接关乎着塑胶制品的品质,是否会出现披风、料花、缩水等常见问题,因此在注塑成型过程中,把握好注塑加工工艺的各个参数就显得尤为重要。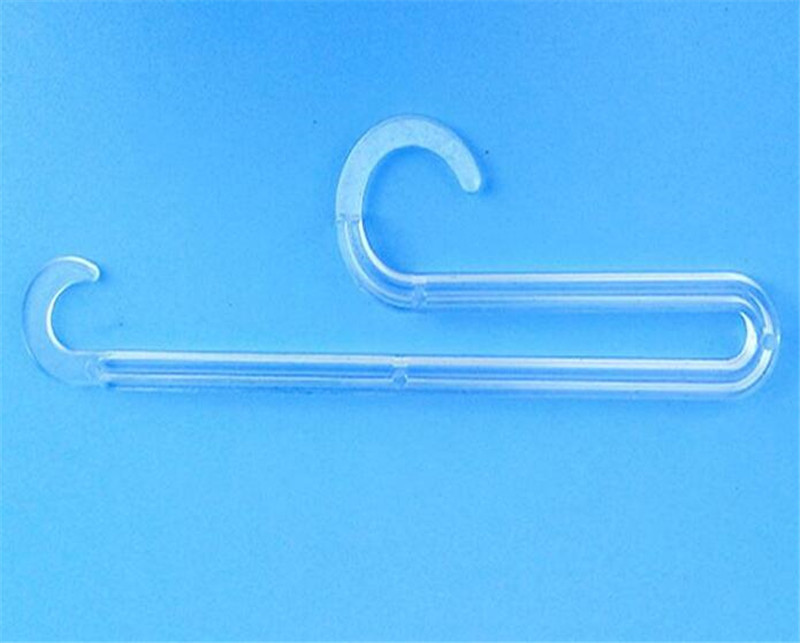
众所周知,注塑加工是出产塑料的重要方法,在众多范畴都有广泛应用。可是,整个注塑加工进程,需求牵扯到多个学科的只是,因此我们在进行注塑加工时,必须要注意以下几个问题:
1、不一样的材料:在注塑加工的时分所需求的温度也是有所不同的。温度太高了或者是太低了都会对材料的加工发作欠好的影响,对制品的制成构成倒运的影响。比如说温度太低了的时分,对液体材料的颜色会发作一些不正常的情况;而温度太高了的时分,产品在出产出来往后就会有毛边表象发作,产质量量达不到需求;
2、在注塑加工的时分需求留心控制浇注道里面的速度,速度太快就会有毛边呈现,而且还会致使填充过饱以及烧焦等情况。速度太慢会有缩水表象,以及简略开裂等情况。所以浇注的时分必须要留心对它的加工速度的控制,让出产的产品质量能抵达要求;
3、在加工的时分需求留心控制冷却时间,具体的时间需求依据所加工产品的详细情况来选择。