-

涿州众联科技有限公司
主营:北京机加工,河北机械加工厂,金属零配件加工,焊管机,钣金加工,数控车床加工,注塑加工,五轴转台

涿州众联科技有限公司
主营:北京机加工,河北机械加工厂,金属零配件加工,焊管机,钣金加工,数控车床加工,注塑加工,五轴转台 6
6

在注塑成型模具中,冷却系统的设计很重要。这是因为成型塑料制品只有冷却固化到一定刚性,脱模后才能避免塑料制品因受到外力而产生变形。由于冷却时间占整个成型周期约70%~80%,因此设计良好的冷却系统可以大幅缩短成型时间,提高注塑生产率,降低成本。设计不当的冷却系统会使成型时间拉长,增加成本;冷却不均匀更会进一步造成塑料制品的翘曲变形。
注塑加工是指委托方提供原料和模具,注塑加工厂家按照委托方要求制造注塑产品并收取加工费的业务。
注塑加工是一门知识面广,技术性和实践性很强的行业。注塑生产过程中需使用塑胶原料、色粉、水口料、模具、注塑机、周边设备、工装夹具、喷剂、各种辅料及包装材料等,这些给注塑车间的管理带来了很大的工作量和一定的难度,与其它行业或部门相比,对注塑车间各级管理人员的要求更高。注塑生产需要24小时连续运作,一般为两面三刀班或三班制工作方式,注塑车间的工作间的工作岗位多、分工复杂,对不同岗位人员的技能要求亦不同。要想使注塑车间的生产运作顺利,需要对每个环节和各个岗位所涉及的人员、物料、设备、工具等进行管理,主要包括:原料房、碎料房、配料房、生产现场、後加工区、工具房、半成品区、办公室等区域的运作与协调管理工作。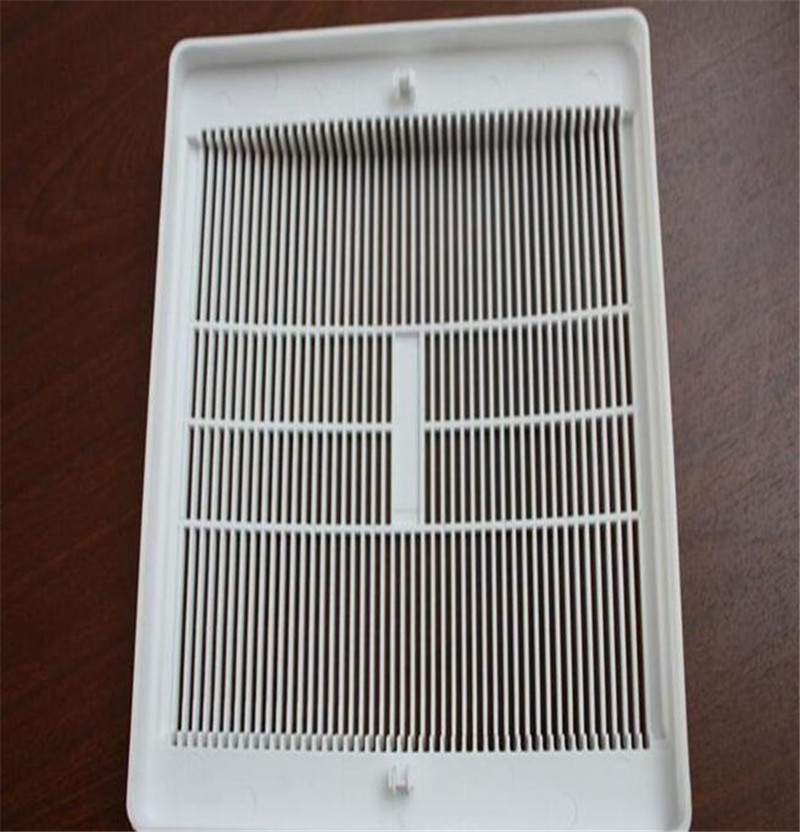
注塑加工成型的操作流程是什么:
注塑加工成型普遍的方法有挤压成型、成型、注塑加工、注塑加工和热成型等,生产加工热固性塑料塑料塑料一般采用压膜、传输橡塑保温板;
机械设备注塑加工应用金属复合材料和木材等的生产加工方法,生产加工规格型号优良或数量非常少的塑料商品,也可作为成型的輔助生产流程,如挤压成型铝合金型材的激光切割。由于塑料的特点与金属复合材料和木材不一样,塑料的热导性差,热膨胀系数、延展性磨具低,当夹具工装或刀具充压非常大时,有利于导致变形,铣削时受热易熔化,且易粘附在刀具上。因此,塑料进行机械加工制造时,常见的刀具及相对性的刀具耐用等须融进塑料特点。此外,塑料也可以用激光发生器断掉、打洞和电弧焊接电焊焊接;
缝隙连接塑料注塑加工把塑料件接合起来的方法有电弧焊接电焊焊接和黏合。表面装饰设计烫印是在升温、充压下,将烫印膜上的五颜六色铝铂层(或其他纹理膜层)转移到产品上。
注塑加工的成型过程是非常复杂的,其中关于温度的控制也是注塑加工成型的重要过程,那么关于温度的控制来说,详细简介包含哪些呢:
首先是料筒温度,注塑加工模塑的进程需求控制的温度、有料筒温度、注塑加工喷嘴温度、模具温度等等。每一种注塑加工塑料都是有着不一样的活动温度,同一种注塑加工塑料,因为来历或者是商标不一样,其活动温度以及分化温度是有所不同的,这也是因为均分子量的分布不一样所形成的,塑料在不一样的类型机内的注塑加工塑化进程也是不一样的,因而挑选料筒温度也不相同;
喷嘴温度,通常这部分是略低于料筒高温度的,这也是为了防止熔料在直通式喷嘴可能发生的"流涎现象"。喷嘴温度也不能过低,否则将会形成熔料的早凝而将喷嘴堵塞,或许因为早凝料写入模腔而影响制品的功用;
注塑加工温度,关于制品的内在功用和表面质量影响是很大的,模具温度的凹凸能够决议注塑加工塑料结晶性的有无、制品的尺度与构造、功用要求,以及其它技术条件(熔料温度、速度及压力、模塑周期等。
注塑加工的工艺基础:
1、温度、压力、速度与冷却控制的目的、操作与结果;
2、注塑机设定的调整如何影响工艺与品质;
3、优化螺杆控制设定;
4、多段充填与多段保压控制;结晶、非结晶与分子/纤维排向对工艺及品质的影响;
5、内应力、冷却速度、塑料收缩对塑件品质的影响;
6、塑料流变力学:塑料如何流动、排向与改变粘度,剪切与分子/纤维排向关系;
7、浇注系统、冷却系统、模具结构与注塑工艺之间的关系。
我们一贯秉持“客户至上、诚信 经营、优质服务”的原则,提供符合客户需求的服务。我们承诺为您提供*一对一的专业技术服务。
http://dxshd88.b2b168.com
欢迎来到涿州众联科技有限公司网站, 具体地址是河北省保定涿州市城西大街东方宾馆大院88号,联系人是徐经理。
主要经营我公司是一家专业从事机械加工、钣金加工、金属零配件加工、机床加工、注塑加工、数控车床加工等机械加工服务的企业,电话:15530250159。
单位注册资金未知。
我公司在机械产品领域倾注了无限的热忱和激情,公司一直以客户为中心、以客户价值为目标的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!